Consumable Electrode Methods
Also known as Gas Metal Arc Welding (GMAW), uses a shielding gas to protect the base metals from contamination.
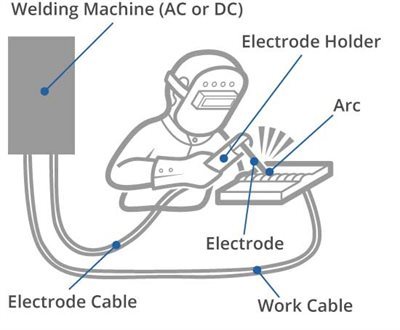
Also known as manual metal arc welding (MMA or MMAW), flux shielded arc welding or stick welding is a process where the arc is struck between the metal rod (electrode flux coated) and the work piece, both the rod and work piece surface melt to form a weld pool. Simultaneous melting of the flux coating on the rod will form gas, and slag, which protects the weld pool from the surrounding atmosphere. This is a versatile process ideal for joining ferrous and non-ferrous materials with a range of material thicknesses in all positions.
Created as an alternative to SMAW, FCAW uses a continuously fed consumable flux cored electrode and a constant voltage power supply, which provides a constant arc length. This process either uses a shielding gas or just the gas created by the flux to provide protection from contamination.
Submerged Arc Welding (SAW)
A frequently-used process with a continuously-fed consumable electrode and a blanket of fusible flux which becomes conductive when molten, providing a current path between the part and the electrode. The flux also helps prevent spatter and sparks while suppressing fumes and ultraviolet radiation.
Electro-Slag Welding (ESW)
A vertical process used to weld thick plates (above 25mm) in a single pass. ESW relies on an electric arc to start before a flux addition extinguishes the arc. The flux melts as the wire consumable is fed into the molten pool, which creates a molten slag on top of the pool. Heat for melting the wire and plate edges is generated through the molten slag’s resistance to the passage of the electric current. Two water-cooled copper shoes follow the process progression and prevent any molten slag from running off.
Arc Stud Welding (SW)
Similar to flash welding, SW joins a nut or fastener, usually with a flange with nubs that melt to create the join, to another metal piece.
Non-consumable Electrode Methods
Also known as Gas Tungsten Arc Welding (GTAW), uses a non-consumable tungsten electrode to create the arc and an inert shielding gas to protect the weld and molten pool against atmospheric contamination.
Plasma Arc Welding (PAW)
Similar to TIG, PAW uses an electric arc between a non-consumable electrode and an anode, which are placed within the body of the torch. The electric arc is used to ionise the gas in the torch and create the plasma, which is then pushed through a fine bore hole in the anode to reach the base plate. In this way, the plasma is separated from the shielding gas.