
0 Comments

![]()
A connection between the ends or edges of two parts making an angle to one another of 135-180° inclusive in the region of the joint.
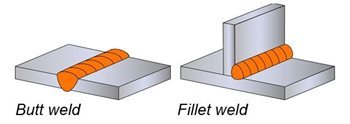
A connection between the end or edge of one part and the face of the other part, the parts making an angle to one another of more than 5 up to and including 90° in the region of the joint.

A connection between the ends or edges of two parts making an angle to one another of more than 30 but less than 135° in the region of the joint.

A connection between the edges of two parts making an angle to one another of 0 to 30° inclusive in the region of the joint.

A connection in which two flat plates or two bars are welded to another flat plate at right angles and on the same axis.

A connection between two overlapping parts making an angle to one another of 0-5° inclusive in the region of the weld or welds.

Joint between two overlapping components made by depositing a fillet weld around the periphery of a hole in one component so as to join it to the surface of the other component exposed through the hole.
Weld made by filling a hole in one component of a workpiece with filler metal so as to join it to the surface of an overlapping component exposed through the hole (the hole can be circular or oval).

Welded joint where the weld metal fully penetrates the joint with complete root fusion. In US the preferred term is complete joint penetration weld (CJP, see AWS D1.1).
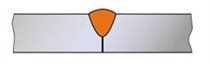
Weld in which the fusion penetration is intentionally less than full penetration. In the US the preferred term is partial joint penetration weld (PJP).
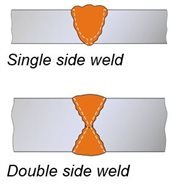
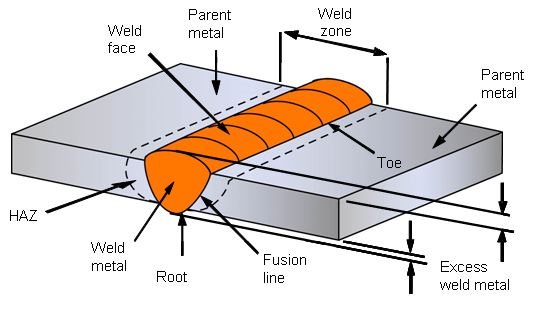
Butt weld
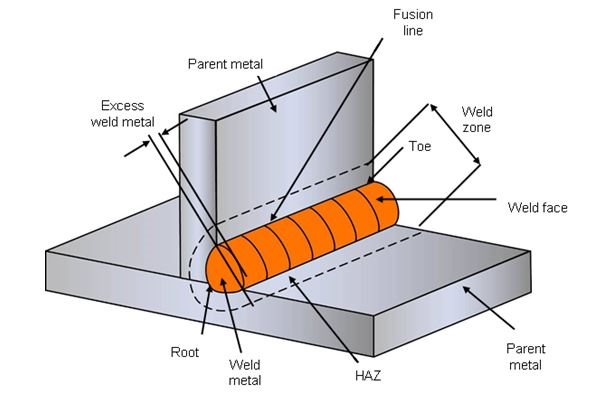
Fillet weld
Metal to be joined or surfaced by welding, braze welding or brazing.
Metal added during welding, braze welding, brazing or surfacing.
All metal melted during the making of a weld and retained in the weld.
The part of the parent metal metallurgically affected by the weld or thermal cutting heat, but not melted.
Boundary between the weld metal and the HAZ in a fusion weld. This is a non-standard term for weld junction.
Zone containing the weld metal and the HAZ.
The surface of a fusion weld exposed on the side from which the weld has been made.
Zone on the side of the first run furthest from the welder.
Boundary between a weld face and the parent metal or between runs. This is a very important feature of a weld since toes are points of high stress concentration and often they are initiation points for different types of cracks (eg fatigue cracks, cold cracks).
In order to reduce the stress concentration, toes must blend smoothly into the parent metal surface.
Weld metal lying outside the plane joining the toes. Other non-standard terms for this feature: reinforcement, overfill.
Note: the term reinforcement, although commonly used, is inappropriate because any excess weld metal over and above the surface of the parent metal does not make the joint stronger.
In fact, the thickness considered when designing a welded component is the design throat thickness, which does not include the excess weld metal.
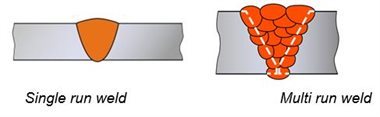
The metal melted or deposited during one passage of an electrode, torch or blowpipe.
Stratum of weld metal consisting of one or more runs.



